1C Dead-Length Collet Block Pneumatic or Hydraulic (65106H)
77990000000090
Your Price:
$824.00 USD / Each
View Cart
You may also like
")
Your Price:
$824.00
USD/Each
")
Your Price:
$776.00
USD/Each
")
Your Price:
$953.00
USD/Each
Related Items

Your Price:
$54.00
USD/Each
")


Your Price:
$54.00
USD/Each


*The product image(s) shown represents a range of the product and is for illustration purposes only. This may not be an exact representation of the product.
*The product image(s) shown represents a range of the product and is for illustration purposes only. This may not be an exact representation of the product.
Specifications
| Collet Series | C |
| Actuation Style |
Pneumatic Hydraulic |
| Style | 1C |
Description
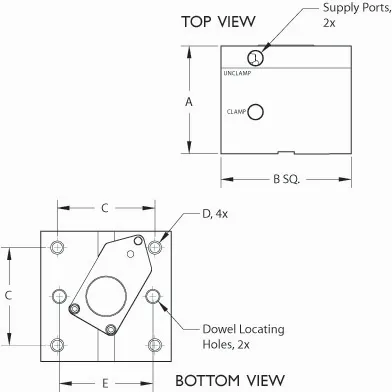
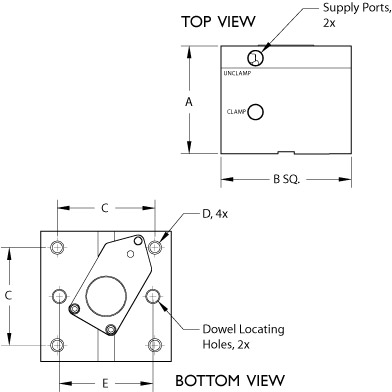
Dead-length design assures part length consistency from part-to-part. This family of collet blocks can be used on pneumatic service of 250 PSI (150/5C), or hydraulic service of 750 PSI (2000/16C). The collet blocks are machined from aircraft quality aluminum for long life. Forces generated by the draw tube range from .73 (1C) to 7.5 (5C) times the line pressure applied. Combine units for multiple part setups. Connector bushings (page 14 or 17) will eliminate the external plumbing between units. Patented collet locking screws are located on the top of the unit for easy access and to allow side-by-side multiple unit configurations. Thru-hole design is standard.
Specifications
- Maximum operating pressure – 250 psi air, 750 psi hydraulic (17 bar air, 51 bar hydraulic)
- Draw tube force – .73 x line pressure
- Collet capacity – 1C {.008 to 1/4" (.20 to 6.35mm) round}
- Thru-hole in base
- Four #10-24 mounting holes in bottom of base
- Two .188" (4.77mm) dowel holes in bottom of base
- Two 1/8-27 NPT ports
- 2-position, 4-way control valve recommended for hydraulic operation, 2-position, 3-way control valve recommended for pneumatic operation (not included)
Safety
- Do not over tighten the mounting hardware or the plumbing fittings.
- When installing a collet in the closer, do not over tighten the collet.
- Do not exceed maximum operating pressure of 250 psi air or 750 psi hydraulic (17 bar air, 51 bar hydraulic).
- Make sure that the collet retains your material when the closer is closed.
Application
This 1C collet block is a stationary unit with a double-acting cylinder. It is effective on machine and assembly operations that require reliable clamping and unclamping. Use the collet block as a single unit or mount multiple closers on rotary tables, pallets, fixtures or tombstones for increased productivity.
Installation
- Mount the collet block to a rigid flat surface.
- Plumb your first supply line using 5000 psi (344 bar) rated steel tubing to the CLAMP 1/4 NPTF port of the collet block and the normally OPEN 1/4 NPTF port of your control valve.
- Plumb your second supply line using 5000 psi (344 bar) rated steel tubing to the UNCLAMP 1/4 NPTF port of the collet block and the normally CLOSED 1/4 NPTF port of your control valve.
- Plumb your control supply to the 1/4 NPTF pressure port of the valve.
- This configuration maintains a closed collet until the valve is actuated.
Operation
- Remove the supply from the valve.
- Loosen the collet locking screw.
- Insert the collet in the top of the collet block.
- Using the collet wrench, turn the collet clockwise until it contacts the piston taper.
- Tighten the collet locking screw. Do not overtighten.
- To close the collet closer, insert a workpiece in the collet and connect the supply to the valve. WARNING: Do not close the collet closer without a workpiece in the collet.
- Adjust your supply pressure to a level that assures effective workholding only. Continuously operating the closer at maximum pressure will decrease the service life of the seals and collet.
- To open the collet, actuate the valve.
Maintenance
If, over a period of time, you experience a decrease in clamping force even though pneumatic or hydraulic pressure remains unchanged, remove the collet block from service, disassemble, and replace any damaged or worn o-rings.
California Residents
WARNING: product can expose you to chemicals, such as lead, including one or more listed chemicals which are known to the State of California to cause cancer or birth defects or other reproductive harm.
For more information, go to www.P65Warnings.ca.gov